摩耗した刃を熱処理用の焼鈍炉で予熱した後、アーク溶接と一部アルゴン溶接で溶材を多層盛りする。
予熱施工することで、肉盛層の割れを防止し、溶接熱影響による母材硬化を防ぐ。
1つの切断刃に対し約10㎏の溶材を使用し、特にコーナー部では特殊な溶接を行う。
PRODUCT SUMMARY 製品紹介
鉄鋼品事業部(東海) 鉄鋼素材加工品

核融合炉部材
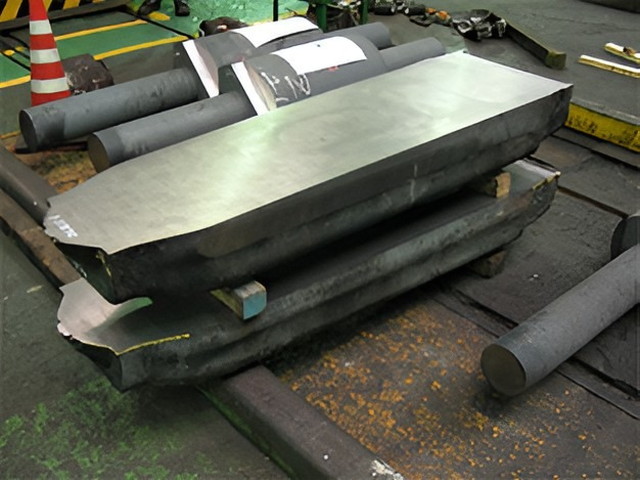
鋼塊切断品

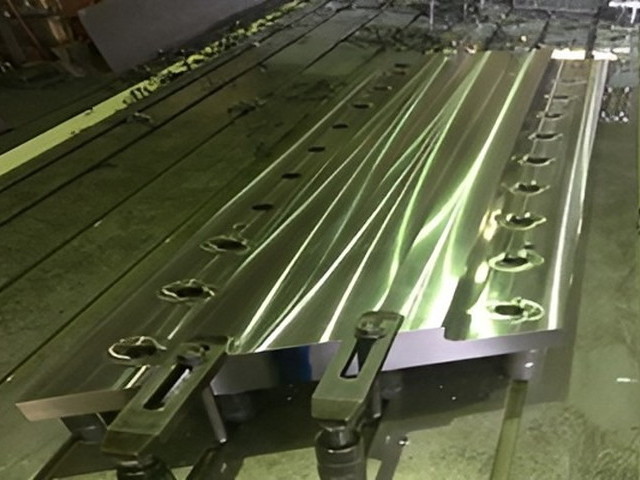
角材加工完了品

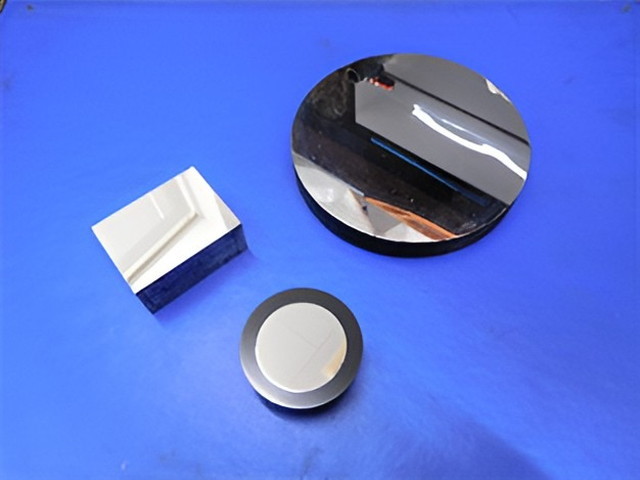
丸材加工完了品

圧縮機ローターシャフト部材
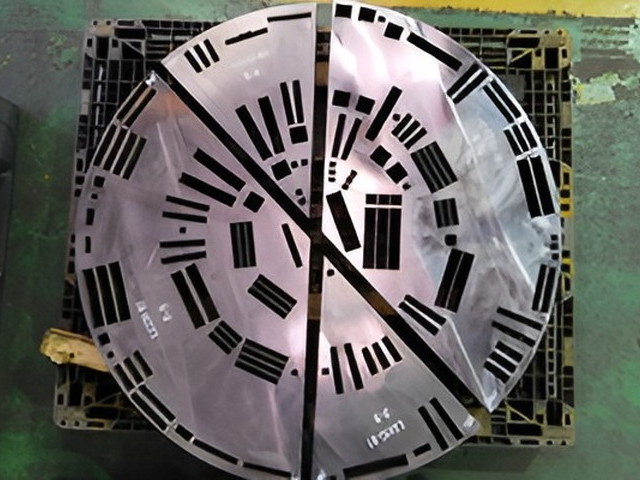
パラボラアンテナ用インフラ部材
鉄鋼品事業部(東海) 肉盛溶接品

①予熱施工・溶接

②後熱処理
再び焼鈍炉で後熱し、製品を徐冷する。
後熱処理は、残留応力の緩和・熱影響部の軟化・肉盛層の靭性回復を目的として行う。

③仕上げ・最終検査
溶接工程終了後、フライス加工機 (プラノミラー)で表面を切削加工にて正規寸法に仕上げ、最終検査で硬度・寸法・溶接欠陥の有無を確認し、出荷する。
試験片事業部(常滑) 試験片

衝撃試験片(シャルピー)
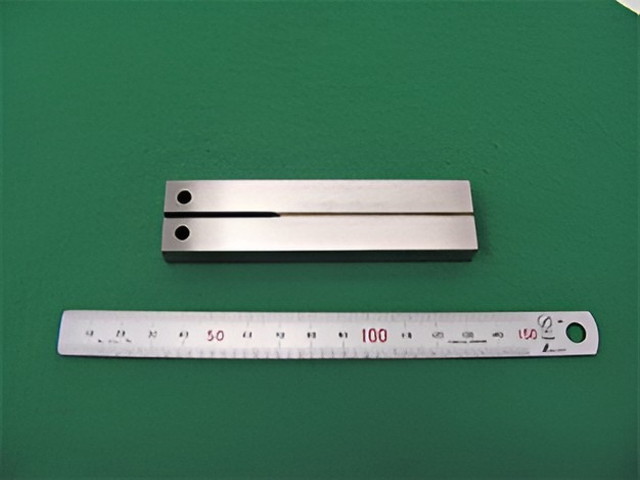
腐食亀裂進展試験片

丸棒試験片

板状引張試験片
鏡面研磨
ワイヤーカットによる試験体より
ブランク試験片切出し